در این مقاله به دسته بندی هفت ابزار کنترل کیفیت و شرح مختصری از هرکدام خواهیم پرداخت. این هفت ابزار به صورت ذیل دسته بندی شده اند:
- نمودار پارتو
- هیستوگرام
- نمودار علت و معلول
- نمودار تمرکز نقص ها
- نمودار پراکندگی
- نمودار کنترل
- برگه کنترل
نمودار پارتو:
نام این نمودار برگرفته از نام دانشمند ایتالیایی علوم اجتماعی “ویلفرد پارتو” می باشد. در نمودار پارتو، علل مشکلات به وجود آمده با فراوانی آنها مقایسه می شود. طبق اصل بیان شده ی این نمودار در اقتصاد:
“80% نتایج و مسائل ناشی از 20% علل می باشند”.
برای مثال: 80% از توقفات خط تولید ناشی از 20% خرابی های تجهیزات است.
به کمک این نمودار میتوان علل مختلف به وجود آمدن نتایج را شناسایی نموده و نشان داد که کدام یک از آنها اهمیت بیشتری نسبت به بقیه دلایل دارند.
- هیستوگرام:
نمودار هیستوگرام تصویری از داده ها به ما ارائه می دهد و نوعی نمودار میله ای محسوب می شود. به کمک هیستوگرام میتوان به ویژگی های زیر دست یافت:
- شکل توزیع (توزیعی که داده ها یا همان فرآیند از آن پیروی می کند)
- مکان یا تمایل مرکزی توزیع
- پراکندگی یا گسترش توزیع
به عبارتی این هیستوگرام بیان می کند که:
“به علت وجود تغییرات اجتناب ناپذیر، هیچ گاه دو محصول تولید شده در یک فرآیند یکسان نمی باشند”.
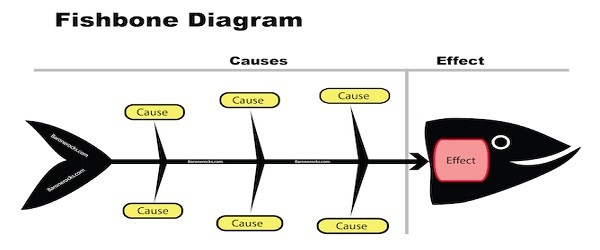
- نمودار علت و معلول:
این نمودار را با نام های “استخوان ماهی” و “ایشی کاوا” نیز می شناسند. زمانیکه اشتباه یا اشکالی بروز می دهد، باید علل بالقوه ی آن شناسایی شود. در صورتیکه علل بروز مشکل واضح و روشن نباشد و یا تعداد آن کم باشد، می توان برای یافتن علل بالقوه از این نمودار استفاده کرد.
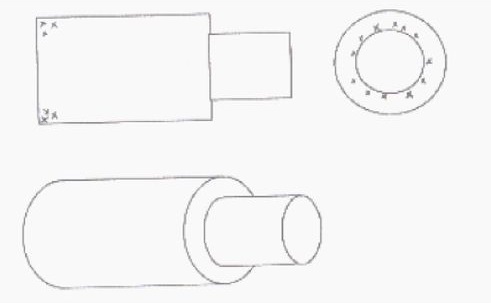
- نمودار تمرکز نقص ها:
در این نمودار، تصویری از محصول در ابعاد مختلف و همراه با کلیه ی نمادها ارائه می گردد. توسط این شکل می توان محل های ایجاد عیب را شناسایی و تجزیه و تحلیل نموده و در نهایت اطلاعاتی در مورد علل بالقوه کسب کرد. کنترلگر پس از مشاهده ی نقشه فنی، محل هایی را که دارای نقص هستند را مشخص نموده و با کمک این نمودار، پراکندگی نقص ها تعیین و سپس علل ایجاد نقص ها مشخص می گردد.
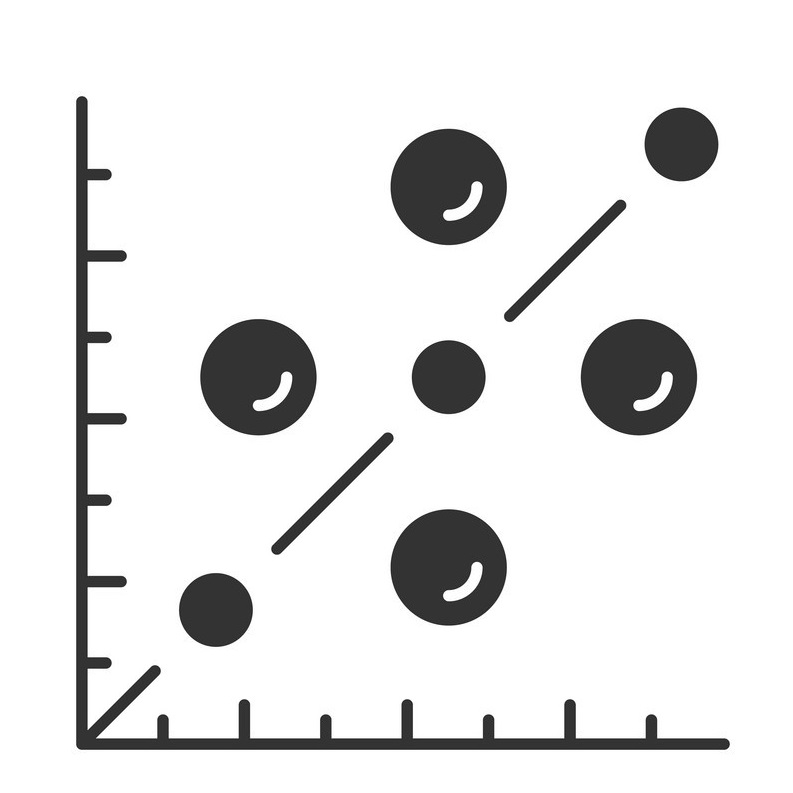
نمودار پراکندگی:
به منظور پی بردن به رابطه بالقوه بین دو متغیر، از نمودار پراکندگی (یا پراکنش) استفاده می شود. برای رسم این نمودار از داده های زوجی استفاده می شود. طریقه ی رسم نقاط بر روی نمودار، نشان دهنده ی نوع رابطه میان متغیرها می باشد.
نمودار کنترل:
از لحاظ فنی در ابزارهای کنترل کیفیت، نمودار کنترل پیچیده ترین آنها می باشد. این نمودار یکی از روش هایی است که در حین تولید می توان برای جلوگیری از تولید تعداد زیادی از محصولات معیوب، از آن بهره گرفت. از این نمودار برای تخمین پارامترهای یک فرآیند نیز می توان کمک گرفت. نمودار کنترل شامل خط مرکز، حد کنترل بالا و حد کنترل پایین می باشد که در هر مرحله از نمونه گیری، آماری بر اساس نتایج به دست آمده روی نمودار رسم می شود. اگر این نقاط بین حدود کنترل بالا و پایین قرار گیرند، فرآیند تحت کنترل می باشد و در غیر این صورت خارج از کنترل است. همچنین ممکن است به دلیل روند غیرتصادفی میان نقاط در محدوده ی حدود کنترل، فرآیند خارج از کنترل محسوب شود. این نمودارها، قوانین خاص خود را دارند تا خروجی و پارامترهای تخمینی حاصل از آنها یکسان تعریف گردد.
برگه کنترل:
در مراحل اولیه ی کنترل کیفیت آماری، جمع آوری اطلاعات در مورد فرآیند موردنظر ضروری می باشد، به همین دلیل استفاده از ابزارهایی مانند “برگه کنترل” می تواند مفید واقع شود. در تهیه ی برگه کنترل باید تمامی مواردی که ممکن است باعث عملکرد و نتایج نامطلوب گردد، تعریف شود.